
解决焊接过程中的强光观察问题,液晶光学快门大显身手!
聚焦液晶(LC)技术在焊接领域的应用,核心是解决焊接过程中的强光观察问题,具体内容总结如下:
一、焊接技术背景与应用场景
焊接是制造业的关键技术,从工业革命至今一直用于金属件熔合,广泛应用于摩天大楼、桥梁、船舶、汽车、航空航天等大型装备制造,如今还拓展到珠宝、微电子、医疗器械、牙科等需高精度焊接的细分领域。现代激光焊接能实现多种材料的高速高精度连接,且可精准控制热负荷。
二、核心问题:焊接观察的强光干扰
为保证焊接(尤其珠宝、牙科等小型件焊接)的控制精度和效果,需在焊接过程中及停机后观察焊接点及周边区域,但焊接产生的强光会对人眼、显微镜或相机造成影响,需进行光衰减处理。传统解决方案(如固定滤光片机械快门、可旋转偏振片)依赖机械运动,存在操作速度慢、精度低、耐用性和可靠性不足等缺陷。
三、解决方案:液晶快速光学快门
LC-Tec推出的液晶快速光学快门(Fast Optical Shutters),基于液晶盒与正交偏振片的组合,通过施加电压调节液晶双折射特性,进而调制偏振态和透光率,实现电子控制的可变光衰减,无需机械运动,完美规避传统方案弊端。
1.核心优势:无运动部件、设计自由度高、切换速度快、对比度高、支持连续灰度调节、光学质量优异、结构坚固且可靠性强(可承受数十亿次切换),无需额外空间容纳快门开启状态。
2.主要型号及参数:
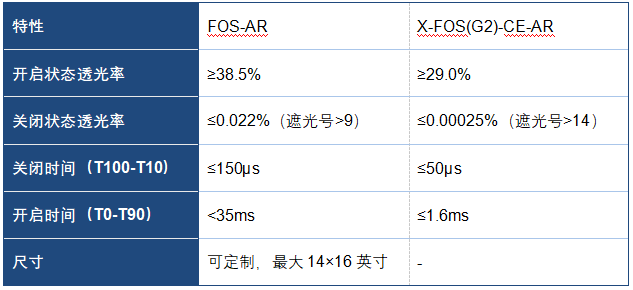
3.适配焊接类型:可用于脉冲激光和连续波(CW)激光焊接。连续波激光焊接时,快门保持所需衰减水平,停机后完全开启以便检测;脉冲激光焊接时,快门可与激光脉冲同步,仅在脉冲开启时衰减光线,最大化平均透光率。
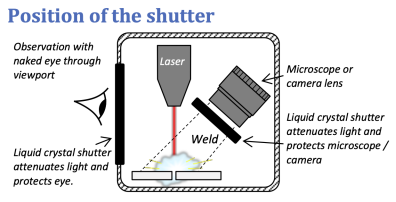
4.安装与作用:可安装在人眼观察视口或显微镜/相机镜头前,衰减强光以保护人眼、显微镜及相机,同时保证焊接区域的清晰观察。
如有意向购买产品或者相关技术咨询,请联系我们





 在线咨询
在线咨询 返回上一级
返回上一级 400-169-1558
400-169-1558  info@photonteck.com
info@photonteck.com 
 微信公众号
微信公众号